R 600 давление на всасе
давление всасывания компрессора на R-600

reeferman сказал(-а): 19.05.2011 22:23
давление всасывания компрессора на R-600
![]()
windstor сказал(-а): 19.05.2011 22:28
reeferman сказал(-а): 19.05.2011 22:40
![]()
windstor сказал(-а): 19.05.2011 22:52
ColdSir сказал(-а): 20.05.2011 06:02
![]()
vlad64 сказал(-а): 20.05.2011 07:02
![]()
freezer41 сказал(-а): 20.05.2011 11:12
ColdSir сказал(-а): 20.05.2011 11:53
![]()
freezer41 сказал(-а): 20.05.2011 11:56
![]()
Чечен сказал(-а): 20.05.2011 12:28
![]()
zausenets сказал(-а): 20.05.2011 13:05
![]()
Чечен сказал(-а): 20.05.2011 14:36
reeferman сказал(-а): 20.05.2011 15:44
wist сказал(-а): 23.08.2011 22:23
![]()
AGDolg сказал(-а): 23.08.2011 22:30
![]()
strit71 сказал(-а): 16.10.2011 13:14
вот это зря,уж больно долго корячится с заправкой,на потоке не получится.
Хладагент R600a и особенности работы с ним часть 2
Методика выполнения локринговых соединений
Известно, что в бытовых холодильных приборах (БХП) имеются трубки, выполненные из разных материалов (например из меди и алюминия). Как их соединить? Для этого и служат локринговые соединения.
Примечание. Прямое соединение меди и алюминия недопустимо, так как в этом случае возникает эффект гальванической коррозии (она проходит более интенсивно, если на соединение попадает влага).
Избежать этого эффекта можно, если использовать соединения LOKRING.
Для того чтобы правильно выполнить соединения LOKRING, используемая длина концов трубок в месте соединения должна быть не менее 18 мм, муфта устанавливается только на прямых участках этих трубок.
При выполнении операции обрезки трубок необходимо использовать специализированный тру-боотрезной инструмент. Обрезка трубок, выполненная этим инструментом, очень чиста, без заусенцев на торцевой кромке трубок (см. на рис. 7).

Рис. 7. Использование специализированного трубоотрезного инструмента
При выполнении локринговых соединений многое зависит от качественной подготовки соединяемых трубок. Для этого необходимо очистить, обезжирить и удалить следы загрязнений с концов трубок.
Чтобы удалить царапины на концах трубок, зачищают их наждачной(абразивной) бумагой(как показано на рис. 8).

Рис. 8. Способ зачистки трубки с помощью наждачной бумаги
После зачистки трубок наносят небольшое количество жидкого уплотнителя LOKPREP на их концы, как это показано на рис. 9. Очень важно, чтобы уплотнитель не попал внутрь трубки.

Затем вставляют оба конца трубок в (до упора). При этом губки специализированных клещей размещают на краях соединения(см. рис. 10).

Затем с помощью специального инструмента сжимают кольца муфты до момента, когда они достигнут центрального ограничительного (упорного)кольца. На рис. 10 показан процесс соединения трубки с локринговой заглушкой. Выполняя эту операцию, необходимо предварительно выровнять кольца. После этого нужно подождать приблизительно 3-4 минуты,чтобы дать «застыть» герметику.
После этого можно проводить другие работы на БХП (вакуумиро-вание и др.).
Инструменты для работы с изобутаном
Согласно рекомендаций по работе с изобутаном, необходимо иметь следующие инструменты и оборудование:
— установка холодной сварки технологических патрубков или комплект соединительных муфт LOKRING;
— сервисный баллон с азотом, редуктором и шлангом;

Рис. 11. Специализированный течеискатель
— специализированный электронный течеискатель для R600a (рис. 11);
— вакуум-заправочная станция, для работы с R600a (рис. 12). Это оборудование должно иметь соответствующий сертификат;
— электронные весы с точностью ±1. 2 гр;
— сервисный баллон с хладагентом R600a (емкостью 0,4+0,2 кг). Весы и баллон показаны на

Рис. 12. Вакуум-заправочная станция
— ножницы для резки капиллярных трубок;
— прокалывающие клещи с захватом под цеолитовый патрон;
— прокалывающие клещи с захватом под технологический патрубок;
— пережимные технологические клещи;
— шланг с захватом, имеющий игольчатый клапан. Особенность такого шланга состоит в малой величине внутреннего диаметра, чтобы максимально снизить потери хладагента при отключении шланга от баллона или уменьшить величину ошибки при определении заправочной дозы с учетом внутреннего объема шланга.

Рис. 13. Электронные весы и баллон с хладогентом R600a
Технология проведения заправочных работ
1. Запрещается начинать ремонт холодильной техники, заправленной хладагентом R600a, если нет уверенности в точности установленной причины неисправности.
2. Не разрешается применять открытое пламя или другие источники воспламенения вблизи холодильных установок, заправленных хладагентом R600а.
3. Необходимо предварительно изучить «Руководство по эксплуатации вакуум-заправочной станции», это избавит от многих неприятностей при нарушениях технологии ремонта.
4. Использование клапана Шра-дера в системах, работающих на R600a, потенциально опасно, поскольку это устройство может быть негерметично в условиях низкого вакуума.
5. Хладагент R600a не должен храниться в зарядных сосудах, когда либо использовавшихся для других типов хладагентов, например, R12 и R134a. Баллоны (колбы) с R600a не должны нагреваться выше 50°C. При перевозке они должны быть упакованы в термически изолированных контейнерах.
6. При утилизации негодного компрессора необходимо принять меры к освобождению его масла от избыточного содержания изо-бутана. В противном случае(например, при нагреве и одновременно с этим воздействии тряски или вибрации), возможно выделение изобутана в полость компрессора.
Технологические особенности работы с изобутаном
1. Измерение заправочной дозы изобутана выполняют с помощью весов. Поскольку при заправке изобутаном заправочная доза не велика, точность весов должна составлять ±1 г
2. Если при выполнении ремонтных работ на БХП компрессор не заменяется, то следует удалить изобутан из масла, имеющегося в агрегате. Для этого достаточно включить компрессор примерно на 1 минуту.
3. При выполнении работ на БХП применяют трехслойный фильтр дегидратации типа XH9 (или аналогичный).
4. «Ремонтная» заправочная доза изобутаном при всех видах ремонта БХП (кроме замены компрессора) должна быть на 3 г меньше технологической дозы.
5. Если в процессе заправочных работ доза изобутана оказалась неточной, наиболее оптимально произвести вакуумирование системы заново, а затем повторить заправку.
6. Не допускать, чтобы холодильный агрегат находился в «открытом» состоянии (без избыточного давления) более 15 минут.
7. Утечку хладагента контролируют на стороне всасывания при неработающем компрессоре, а на стороне нагнетания — во время работы компрессора, проверяя каждый стык в течение не менее
3 сек. Недопустимо применять те-чеискатели, предназначенные для фреонов R-12 или R-134a.
Краткая технология проведения ремонтов на БХП с изобутаном
Ниже приведено упрощенное описание проведения ремонта БХП, предназначенных для работы с R600a. Сам процесс ремонта и заправки БХП строится по следующим принципам:
Точное определение дефекта БХП
— Проводят визуальный осмотр БХП в рабочем и нерабочем состояниях;
— проверяют герметичность системы с помощью электронного те-чеискателя для горючих газов в нерабочем и рабочем состояниях холодильного агрегата;
— проверяют давление в системе через технологический патрубок при помощи игольчатого захвата.
Необходимо отметить, что признаки утечки R600a на стороне высокого давления совпадают с признаками в системах, работающих на традиционных хладагентах.
Что же касается утечки на стороне низкого давления, то в этом случае происходит всасывание окружающего воздуха в систему. При этом давление в системе возрастает как со стороны высокого, так и со стороны низкого давления. Парциальное давление хладагента падает, изменяется температура кипения. Основными признаками подобного дефекта являются:
— пониженная температура на впрыске в испаритель;
— падение температуры в конце линии испарителя;
— повышенные давление и температура на линии нагнетания.
При поиске утечек желательно ввести несколько большее количество хладагента, нежели указано в паспортных данных на данный конкретный тип БХП. Повышенное давление в системе более эффективно поможет локализовать место утечки. Для поиска утечки можно применять как специализированные течеискатели для горючих газов, так и использовать нанесение мыльных растворов в доступных для этого местах.
Удаление газа и предварительное вакуумирование до 5 мБар
Для этого подсоединяют шланг к игольчатому захвату. Другой конец шланга выводят в вытяжную систему. Затем устанавливают захват на цеолитовый патрон и приводят его в рабочее состояние. Вентиль захвата при этом должен быть закрыт.
Следующим этапом открывают вентиль захвата. Газ удаляют до момента выравнивания давления в системе с атмосферным давлением. При этом весьма полезно запустить компрессор, чтобы ускорить операцию по освобождению системы от газа. В случае, если прокалывающее устройство подключено к заправочному патрубку компрессора, операция извлечения газа из системы должна быть выполнена с остановкой компрессора. При этом необходимо избегать всасывания воздуха в систему. После этого закрывают вентиль и отсоединяют шланг.
Затем соединяют шлангом захват (установлен на осушительном патроне) с вакуумным насосом и включают вакуумный насос. Вакуу-мируют систему до давления 5 мБар (или ниже) и закрывают все вентили.
Продувка азотом (N2)
Подсоединяют трубопровод от баллона с азотом (N2) к ручному вентилю игольчатого захвата на технологическом патрубке компрессора.
Продувают холодильный агрегат, открыв ручной вентиль игольчатого захвата на фильтре-осушителе. Медленно открывают вентиль на станции заправки открывают медленно. Рабочее давление следует настроить на редукторе давления, привинченному к баллону с азотом (N2). Давление должно быть не более 6 Бар.
Затем отрезают капиллярную трубку специальным отрезным инструментом, продувают азотом холодильный агрегат и проверяют свободное прохождение газа через систему.
После устранения причин возникновения утечек устанавливают новый фильтр-осушитель. В моделях бытовой холодильной техники, работающих на хладагенте R600a, используют трехслойный фильтр дегидратации типа XH9 или ему подобные.
Не допускают, чтобы холодильный агрегат находился в открытом состоянии (без избыточного давления) более 15 минут. Инструменты и запасные части должны быть подготовлены заранее и находились в непосредственной близости от места проведения работ.
Окончательное (глубокое) вакуумирование
Подготавливают и подсоединяют к системе БХП заправочную станцию. Трубопровод всасывания подсоединяют к технологическому патрубку компрессора(или к игольчатому захвату).
Открывают вентиль вакуумного насоса, включают вакуумный насос станции и доводят вакуум в системе до 1 мБар. Время вакуумирова-ния должно составлять не менее 20 минут.
После этого закрывают вентиль вакуумного насоса и выключают сам насос. Через несколько минут проверяют давление в системе. Если стрелка вакуумного манометра отклоняется в сторону более высокого значения давления, возможно, в системе имеется утечка хладагента — необходимо найти и устранить утечку. Если давление остается стабильным и равным 1 мБар, закрывают вентили насоса и вакуумного манометра.
После этапа глубокого вакууми-рования производят заправку системы хладагентом R600а. Процесс заправки показан на рис. 14.

Рис. 14. Процесс заправки системы хладогентом R600a
После заправки проверяют все стыки холодильного агрегата электронным течеискателем. Утечку хладагента контролируют в следующих местах: на стороне всасывания — при неработающем компрессоре, на стороне нагнетания — во время работы компрессора.
В заключение убеждаются в правильности работы холодильного агрегата, проверяют, чтобы испаритель полностью обмерзал.
После использования заправочного оборудования обязательно продувают все шланги азотом. Убеждаются, что закрыт вентиль вакуумного манометра.
В заключении отметим, что правильное выполнение операций по ремонту БХП с хладагентом R600а позволит в дальнейшем избежать ситуаций, связанных с неисправной работой холодильной техники.
Автор: Александр Чуб (станица Павловская, Краснодарский край)
Заправка холодильного агрегата хладагентом R600a
Благодаря высоким энергетическим свойствам R600a, количество хладагента, заправляемое в холодильный агрегат, сокращается по сравнению с R12 примерно на 60 %. Вместе с нормой заправки сокращается и заправочные допуски, вследствие чего холодильный агрегат следует заправлять R600a особенно тщательно. Например, норма заправки холодильного агрегата бытового холодильника KTR 1570 оkо «Bosch» составляет 22±1 г.
Для заправки хладагента R600a необходима универсальная заправочная станция, предназначенная для данного хладагента и обеспечивающая его точную дозировку в холодильный агрегат. Чтобы обеспечить выполнение всех требований, можно использовать стандартные комплектующие, комбинация которых позволяет работать в контуре охлаждения R600a (масляный вакуумный насос, мановакуумметр, электронные весы, шланг с вентилем, выпускной вентиль, шланг). R600a заправляется в специальные, стандартные гильзы баллончика.
Для того чтобы холодильный агрегат был заправлен абсолютно точно, количество хладагента в баллончике уменьшается до требуемого количества. Дозировку хладагента осуществляют следующим образом. Баллончик с хладагентом устанавливают на весы и взвешивают. Точность весов предварительно проверяют, и, если возникнет необходимость, то их следует отъюстировать. Масса баллончика (нетто) составляет 30,3±0,5 г, масса хладагента в баллончике — 54,5 г. Затем взвешивают выпускной вентиль, устанавливаемый па баллончике, масса которого составляет 65,4 г и далее определяют общую массу баллончика с накрученным вентилем (в расчет берут потери хладагента при накручивании вентиля и хранении баллончика). При норме заправки хладагента 22±1 г выпускают хладагент из баллончика в количестве 31,5 г, открыв выпускной вентиль. Если норма заправки для холодильника больше количества хладагента в одном баллончике, то используют несколько баллончиков. В том случае, когда замена компрессора не осуществляется, количество выпускаемого хладагента из баллончика составляет 32,5 г. R600a не наносит вреда окружающей среде, поэтому лишний хладагент можно выпустить (лучше вне квартиры, на улице), и тем самым сравнять содержимое гильзы баллончика с требуемым количеством для данного агрегата. При замене компрессора или ремонте холодильного оборудования всегда заменяют фильтр-осушитель.
Последовательность проведения заправки хладагентом R600a холодильного агрегата:
Удаление хладагента из холодильного агрегата производится при открытых вентилях манометрического коллектора с двух сторон — всасывающей и нагнетательной, для чего необходимо наклонить агрегат, чтобы избежать закупоривания в нагнетательной линии.
Удаление хладагента из агрегата производится в течение10 мин. с заменой фильтра-осушителя. Удаляется только та часть хладагента, которая находится под избыточным давлением.
Так как в холодильных агрегатах R600a используется в минимальных количествах, то его утилизация не требуется, оставшийся хладагент остается растворенным в масле. Например, при комнатной температуре для агрегата холодильника KTR 1570-0 оkо из общего количества хладагента в системе равного 22 г удаляется 4±5 г. Оставшийся хладагент остается растворенным в масле.
Баллончик с выпускным вентилем соединяют со шлангом. Чтобы потери хладагента были минимальными (потеря даже 2 г сказывается на работе агрегата) длина шлангов должна быть как можно короче, тогда остаточный объем газа в заправочном устройстве будет ограниченным, и после ремонта агрегат будет работать исправно. Далее устанавливают заправочный баллончик дном вверх и подключают шланг с выпускным вентилем к манометрическому коллектору. В том случае, когда заправка холодильного агрегата осуществляется из баллона, например, емкостью 442 г или 452 г (нетто), баллон устанавливается на весы вверх дном и подключают шланг с выпускным вентилем к манометрическому коллектору. Затем заменяют фильтр-осушитель и при необходимости компрессор. При замене компрессора патрубок компрессора герметизируют для исключения пролива масла при его транспортировке и удаления растворенного в масле хладагента (R600a).
Вакуумируют систему, и после вакуумирования агрегата открывают выпускной вентиль баллончика и нарушают вакуум. Закрывают красный вентиль (сторона высокого давления) и зажимают трубку трокнера (фильтра-осушителя), затем синий вентиль (сторона низкого давления) и продолжают заправку. Запускают компрессор и удаляют оставшийся хладагент из баллончика до достижения давления 700 мбар. После чего закрывают выпускной вентиль баллончика и вентиль (черный) манометрического коллектора. Отключают компрессор и зажимают сервисную (заправочную) трубку компрессора, удаляют шланги и при наличии клапана Шредера на всасывающей стороне и в фильтре-осушителе закрывают резьбу колпачком.
Источник: Бытовые холодильники и морозильники. (Справочник) /Бабакин Б.С., Выгодин В.А. /3-е изд., испр. и доп. — Рязань, «Узорочье», 2005. — 860 с., ил., ISBN 5-85057-555-3
Технология проведения заправочных работ.
- Запрещается начинать ремонт холодильной техники, заправленной хладагентом R600a, если нет уверенности в точности установленной причины неисправности.
- Не разрешается применять открытое пламя или другие источники воспламенения вблизи холодильных установок, заправленных хладагентом R600a.
- Необходимо предварительно изучить «Руководство по эксплуатации вакуумзаправочной станции», это избавит от многих неприятностей при нарушениях технологии ремонта.
- Использование клапана Шрадера в системах, работающих с R600a, потенциально опасно, поскольку это устройство может быть негерметично условиях низкого вакуума.
- Хладагент R600a не должен храниться в зарядных сосудах, когдалибо использовавшихся для других типов хладагентов, например, R12 и R134a. Баллоны (колбы) с R600a не должны нагреваться выше 50 °С. При перевозке они должны быть упакованы в термически изолированных контейнерах.
- При утилизации негодного компрессора необходимо принять меры к освобождению его масла от избыточного содержания изобутана. В противном случае (например, при нагреве и одновременно с этим воздействии тряски или вибрации), возможно выделение изобутана в полость компрессора.
Технологические особенности работы с изобутаном.
- Измерение заправочной дозы изобутана выполняют с помощью весов. Поскольку при заправке изобутаном заправочная доза невелика, следовательно, точность весов должна составлять ±1 г.
- Если при выполнении ремонтных работ на БХП компрессор не заменяется, то следует удалить изобутан из масла, имеющегося в агрегате. Для этого достаточно включить компрессор примерно на 1 минуту.
- При выполнении работ на БХП применяют трехслойный фильтр дегидратации типа ХН9 (или аналогичный).
- «Ремонтная» заправочная доза изобутаном при всех видах ремонта БХП (кроме замены компрессора) должна быть на 3 г меньше технологической дозы.
- Если в процессе проведения заправочных работ произведено заполнение системы ошибочной (неточной) дозой изобутана, наиболее оптимально произвести вакуумирование системы заново, а затем повторить заправку.
- Не допускать, чтобы холодильный агрегат находился в «открытом» состоянии (без избыточного давления) более 15 минут.
- Утечку хладагента контролируют на стороне всасывания при неработающем компрессоре, а на стороне нагнетания — во время работы компрессора, проверяя каждый стык не менее 3 с. Недопустимо применять течеискатели, предназначенные для фреонов R12 или R134a.
Краткая технология проведения ремонтов на БХП с изобутаном
Ниже приведено упрощенное описание проведения ремонта БХП, предназначенных для работы с R600a. Сам процесс ремонта и заправки БХП строится по следующим принципам:
- В первую очередь необходимо произвести визуальный осмотр БХП (в рабочем и нерабочем состояниях);
- производят проверку герметичности системы с помощью электронного течеискателя для горючих газов (в нерабочем и рабочем состояниях холодильного агрегата);
- проверяют давление в системе через технологический патрубок при помощи игольчатого захвата.
Необходимо заметить, что признаки утечки на стороне высокого давления совпадают с признаками в системах, работающих на традиционных хладагентах.
Что же касается утечки на стороне низкого давления, то в этом случае происходит всасывание окружающего воздуха в систему. При этом давление в системе возрастает как со стороны высокого, так и со стороны низкого давления. Парциальное давление хладагента падает, изменяется температура кипения. Основными признаками подобного дефекта являются:
а) пониженная температура на впрыске в испаритель;
б) падение температуры в конце линии испарителя;
в) повышенные давление и температура на линии нагнетания.
При поиске утечек желательно ввести несколько большее количество хладагента, нежели указано в паспортных данных на данный конкретный тип БХП. Повышенное давление в системе более эффективно поможет локализовать место утечки. Для поиска утечки можно применять как специализированные течеискатели для горючих газов, так и использовать нанесение мыльных растворов (в доступных для этого местах).
Для этого подсоединяют шланг к игольчатому захвату. Другой конец шланга выводят в вытяжную систему. Затем устанавливают захват на цеолитовый патрон и приводят его в рабочее состояние. Вентиль захвата при этом должен быть закрыт.
Следующим этапом открывают вентиль захвата. Удаление газа производится до момента выравнивания давления в системе с атмосферным давлением. При этом весьма полезно запустить компрессор, чтобы ускорить операцию по освобождению системы от газа. В случае, если прокалывающее устройство подключено к заправочному патрубку компрессора, операция извлечения газа из системы должна быть выполнена с остановкой компрессора (при этом необходимо избегать всасывания воздуха в систему). После этого закрывают вентиль и отсоединяют шланг.
Затем соединяют шлангом захват (установлен на осушительном патроне) с вакуумным насосом, включают вакуумный насос. Вакуумируют систему до давления 5 мБар или ниже, закрывают все вентили.
Подсоединяют трубопровод от баллона с азотом (N2) к ручному вентилю игольчатого захвата на технологическом патрубке компрессора.
Продувают холодильный агрегат, открыв ручной вентиль игольчатого захвата на фильтреосушителе. Вентиль на станции заправки открывают медленно. Рабочее давление следует настроить на редукторе давления, привинченному к баллону с азотом (N2). Давление должно быть не более 6 Бар.
Затем отрезают капиллярную трубку специальным отрезным инструментом, продувают азотом холодильный агрегат и проверяют свободное прохождение газа через систему.
После устранения причин возникновения утечек устанавливают новый фильтросушитель. В моделях бытовой холодильной техники, работающих на хладагенте R600a, используют трехслойный фильтр дегидратации типа ХН9 или ему подобные.
Не допускают, чтобы холодильный агрегат находился в открытом состоянии (без избыточного давления) более 15 минут. Инструменты и запасные части должны быть подготовлены заранее и находились в непосредственной близости от места проведения работ.
Подготавливают и подсоединяют к системе БХП заправочную станцию. Трубопровод всасывания подсоединяют к технологическому патрубку компрессора (или к игольчатому захвату).
Открывают вентиль вакуумного насоса, включают вакуумный насос станции и доводят вакуум в системе до 1 мБар. Время вакуумирования должно составлять не менее 20 минут.
После этого закрывают вентиль вакуумного насоса и выключают сам насос. Через несколько минут производят проверку давления в системе. Если стрелка вакуумного манометра отклоняется в сторону более высокого значения давления, то, возможно, в системе имеется утечка хладогента — необходимо найти и устранить утечку. Если давление остается стабильным (равным 1 мБар), закрывают вентили насоса и вакуумного манометра.
После этапа глубокого вакуумирования производят заправку системы хладагентом R600a.
Утечку хладагента контролируют в следующих местах: на стороне всасывания — при неработающем компрессоре, на стороне нагнетания — во время работы компрессора (время проверки каждого стыка не менее 3 с).
В заключение убеждаются в правильности работы холодильного агрегата, проверяют, чтобы испаритель полностью обмерзал.
После использования заправочного оборудования обязательно продувают все шланги азотом. Убеждаются, что закрыт вентиль вакуумного манометра.
В заключении отметим, что правильное выполнение операций по ремонту БХП с хладагентом R600a позволит в дальнейшем избежать ситуаций, связанных с неисправной работой холодильной техники.
После заправки проверяют все стыки холодильного агрегата электронным течеискателем.
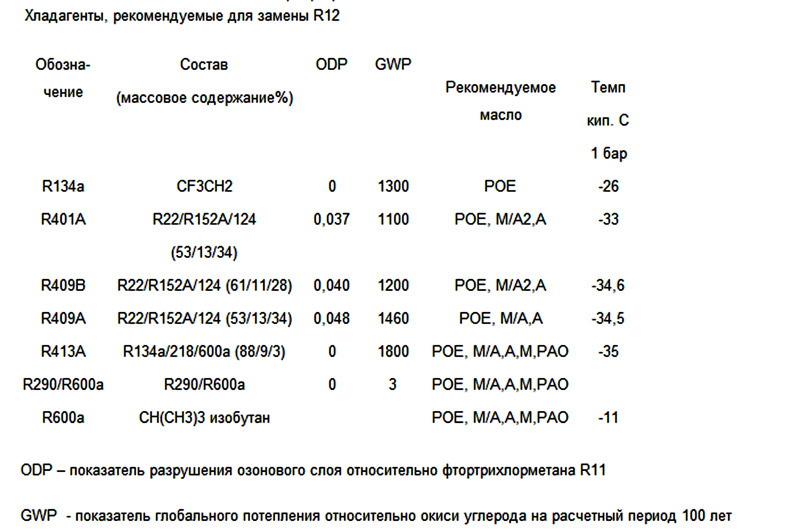
Хладагент R600a. Химическая формула С4Н10 (изобутан). По сравнению с хладагентами R12 и R134a изобутан имеет значительные экологические преимущества. Этот природный газ не разрушает озоновый слой (ODP = 0) и не способствует появлению парникового эффекта (GWP = 0,001). Масса хладагента, циркулирующего в холодильном агрегате при использовании изобутана, значительно сокращается (примерно на 30%). Удельная масса изобутана в 2 раза больше удельной массы воздуха — газообразный R600a стелется по земле. Изобутан хорошо растворяется в минеральном масле, имеет более высокий, чем R12, холодильный коэффициент, что уменьшает энергопотребление. Физические свойства R600a в сравнении с хладагентами R12 и R134a приведены в таблице.
Основные физические свойства R6ООа в сравнении с R12 и R134a
R 600 давление на всасе
Заправка фреона R600A на систему с R134A. Кто так делает и какие по этому поводу мнения? Кто за, а кто против?
Слил, завакуумировал, при необходимости запаял, вроде еще капиляр надо менять и заливаешь новую бяку с новым маслом
А зачем капиляр менять?
я этим никогда не занимался, но хотел пойти на ремонт кондеев, вот начитался, может и путаю что
ДОБАВЛЕНО 29/04/2014 13:14
ДОБАВЛЕНО 29/04/2014 13:18
а вообще лей православный 12й
заправка r600 в компрессор 134а , это не очень хороший и правильный вариант, работать мотор будет но не долго.таким вариантом занимаются «мастера» пешеходы у которых в чемодане(сумке.пакете)две отвертки , горелка и один фреон для всех видов компрессоров. 1 нужно правильно заправить по давлению фреон.но все что вы не делали не экспериментировали , не поможет . этот вариант проделывают когда хотят клиента развести на деньги .допустим засор устраняют засор дают гарантию предупреждают что компрессор под устал и проходит некоторое время клиент звонит . этому мастеру так как он себя зарекомендовал ка честным мастером и просит установить ему мотор ( с небольшой скидкой )2 -й ремонт мастер в хорошем плюсе клиент доволен . 
почему будет работать недолго, по какой причине?
вроде как со смазкой проблемы возникают, если человек с опытом говорит то его надо слушать
на сколько мне известно со смазкой как раз проблемы не возникают, синтетика там.
Прежде чем нести пургу — полезно хотя-бы погуглить на предмет совместимости масел и фреонов или слушать, что говорят более знающие. Последнее — всегда полезно.
Но если тебе хочется лить синтетику на 600а — лей! Тебе все можно!
Слышал, что заправляют 134 вместо 600, но чтоб наоборот. Впрочем я не холодильщик
А, что, сейчас холодильники с 600 уже не на локрингах? Если заправлять холодильник, рассчитанный на 134 шестисотым газом и ставить локринги, то по-моему дешевле возить баллон со 134 и горелку
msvsanjok, а почему возник такой вопрос?
Klop, зачем же грубить? Уже не один работает после перезаправки 600а хладогеном, хотя вся система на 134а. При этом если что то не так, то аргументируйте, что именно! Есть много случаев, что на 134а уже плохо морозил, а после перезаправки 600а отлично работает, к тому же уже долго. Какие конкретно несовместимости с системой на 134а и газом 600а? На холодильниках системы с R 134а, залито синтетическое масло и проблем с газом 600а быть не должно, или не так? Я говорю, что на систему r134, можно фреон 600а, а наоборот нельзя.
Вот, может пригодится:
приветствую!
давно занимаюсь тем что перевожу многие холодосы на 600 особенно после удаления петли на атлантах, так как клиент всегда утверждает что недавно мороз в холодильной камере пропал, а на деле уже пару месяце. в итоге когда заправляешь такой холодос 134 очень часто компрессор горит и клиент начинает на тебя гнать что ты спалил, чтобы не бодаться с ними проще 600 заправить
приветствую всех! там где R600 то и заправлять только R600. в систему с 134 добавлять или перезаправлять на 600 ни в коем случае нельзя. Холодильники с 600 газом работают на вакууме. 134 компрессор протянет не долго будет клин или сгорит обмотка. Единственное что на место 134 можно заправить аналог 40х но с меньшим количеством. тогда и капиляр промоет и работать будет.
Откуда такая информация? У холодильников с 600-ым давление всасывания ниже, но это не вакуум. Давление нагнетания у них то же ниже, так что суммарная нагрузка на компрессор ниже. Когда я в своё время был на семинаре «бирюсы», нам тогдашний представитель данного завода вкраце так объяснил отличие компрессоров под R600 от прочих — поскольку давления ниже, на данные компрессора устанавливается более производительная насосная часть. В случае заправки 12 или 134 фреона, поскольку мощность электродвигателья не соответствует (ниже) производительности насосной части ресурс их будет не долог. Изложение конечно моё но суть отличий такова. То есть если компрессор рассчитанный на 134 запустить на 600-ом, то криминала большого быть не должно в принципе. Положительная статистика проведения данных эксперементов у моих коллег имеется. Масло, кстати, как писали некоторые, менять необязательно. В сочетании со 134 идёт лиш синтетическое масло по причине агрессивности 134 и несовместимости его с минеральными маслами. 600 не столь агрессивен и сочетается и с минеральными и синтетическими маслами. В случае выхода из строя компрессора который перевели на 600 необходимо рассматривать в совокупности и другие причины которые могли способтвовать данному явлению. И начинать необходимо с причин и полноты устранения дефекта при предидущем ремонте.
Перевод 134 -> 600 , без замены компрессора, влечёт 30%-ую потерю холодопроизводительности холодильного агрегата .
холодильный агрегат на 600-ом имеет, как уже упоминалось, отличия и если переводить со 134 то лучше на 12, с которым меньше проблем с засорами.
единственная несовмесимость 134 с минеральным маслом — происходит реакция вспенивания, в виде монтажной пены. которая оседает через 20 минут , остальное все смешивается, остается правильно следить за давлением и температурным режимом конденсатора, ну и каппилярку соответствующую, кстати после 134 сразу под замену.