Барабан под давлением
Барабан под давлением
Барабан под давлением – сварной переносной сосуд под давлением вместимостью по воде более 150 литров, но не более 1000 литров (например, цилиндрические сосуды, снабженные обручами катания, сферообразные сосуды на салазках).
Правила по обеспечению безопасной перевозки опасных грузов автомобильным транспортом в Республике Беларусь, утвержденные постановлением Министерства по чрезвычайным ситуациям Республики Беларусь от 8 декабря 2010 г. № 61, с изменениями и дополнениями, внесенными постановлением Министерства по чрезвычайным ситуациям Республики Беларусь от 29 декабря 2016 г. № 79
Барабан под давлением – сварной переносной сосуд под давлением вместимостью от 150 до 1000 л (например, цилиндрические сосуды, снабженные обручами катания, сферообразные сосуды на салазках).
Правила по обеспечению безопасности перевозки опасных грузов в отношении объектов их перевозки, находящихся в оперативном управлении Министерства обороны, утвержденные приказом Министерства обороны Республики Беларусь от 19 июня 2018 г. № 13
(Национальный правовой Интернет-портал Республики Беларусь, 06.09.2018, 8/33419)
Барабан под давлением – сварной переносной сосуд под давлением вместимостью от 150 до 1000 л воды (например, цилиндрические сосуды, снабженные обручами катания, сферообразные сосуды на салазках).
Правила по обеспечению безопасности перевозки опасных грузов в отношении объектов их перевозки, находящихся в оперативном управлении Министерства обороны, утвержденные приказом Министерства обороны Республики Беларусь от 3 января 2014 г. № 1
Определение утратило силу (Национальный правовой Интернет-портал Республики Беларусь, 28.02.2014, 8/28330)
Барабанные паровые котлы
Барабанные котлы широко применяют на ТЭС и в котельных. Наличие одного или нескольких барабанов с фиксированной границей раздела между паром и водой является отличительной чертой этих котлов. Питательная вода в них, как правило, после экономайзера 1 (см. рис. 3.1, а) подается в барабан 2, где смешивается с котловой водой (водой, заполняющей барабан и экраны). Смесь котловой и питательной воды по опускным необогреваемым трубам 3 из барабана поступает в нижние распределительные коллектора 4, а затем в экраны 5 (испарительные поверхности). В экранах вода получает теплоту Q от продуктов сгорания топлива и закипает. Образующаяся пароводяная смесь поднимается в барабан. Здесь происходит разделение пара и воды. Пар по трубам, соединенным с верхней частью барабана, направляется в перегреватель 6, а вода снова в опускные трубы 3.
В экранах за один проход испаряется лишь часть (от 4 до 25 %) поступающей в них воды. Тем самым обеспечивается достаточно надежное охлаждение труб. Предотвратить накопление солей, осаждающихся при испарении воды на внутренней поверхности труб, удается благодаря непрерывному удалению части котловой воды из котла. Поэтому для питания котла допускается использование воды с относительно большим содержанием растворенных в ней солей.
Замкнутую систему, состоящую из барабана, опускных труб, коллектора и испарительных поверхностей, по которой многократно движется рабочее тело, принято называть контуром циркуляции, а движение воды в нем – циркуляцией. Движение рабочей среды, обусловленное только различием веса столбов воды в опускных трубах и пароводяной смеси в подъемных, называют естественной циркуляцией, а паровой котел – барабанным с естественной циркуляцией. Естественная циркуляция возможна лишь в котлах с давлением, не превышающим 18,5 МПа. При большем давлении из-за малой разности плотностей пароводяной смеси и воды устойчивое движение рабочей среды в циркуляционном контуре обеспечить трудно. Если движение среды в циркуляционном контуре создается насосом 8 (см. рис. 3.1, б), то циркуляция называется принудительной, а паровой котел – барабанным с принудительной циркуляцией. Принудительная циркуляция позволяет выполнять экраны из труб меньшего диаметра как с подъемным, так и опускным движением среды в них. К недостаткам такой циркуляции следует отнести необходимость установки специальных насосов (циркуляционных), которые имеют сложную конструкцию, и дополнительный расход энергии на их работу.
Простейший барабанный котел, используемый для получения водяного пара, состоит из горизонтального цилиндрического барабана 1 с эллиптическими днищами, на 3/4 объема заполненного водой, и топки 2под ним (рис. 3.2, а). Стенки барабана, обогреваемые снаружи продуктами горения топлива, играют роль теплообменной поверхности.
С ростом паропроизводительности резко возросли размеры и масса котла. Развитие котлов, направленное на увеличение поверхности нагрева при сохранении водяного объема, шло по двум направлениям. Согласно первому направлению увеличение теплообменной поверхности достигалось благодаря размещению в водном объеме барабана труб, обогреваемых изнутри продуктами сгорания. Так, появились жаротрубные (рис. 3.2, б), затем дымогарные и, наконец, комбинированные газотрубные котлы. В жаротрубных котлах в водном объеме барабана 1 параллельно его оси размещены одна или несколько жаровых труб 3 большого диаметра (500 – 800 мм), в дымогарных – целый пучок труб 3 малого диаметра. В комбинированных газотрубных котлах (рис. 3.2, в) в начальной части жаровых труб расположена топка 2, а конвективная поверхность выполнена из дымогарных труб 3. Производительность этих котлов была невелика, ввиду ограниченных возможностей размещения жаровых и дымогарных труб в водяном объеме барабана 1.Их использовали в судовых установках, локомобилях и паровозах, а также для получения пара на собственные нужды предприятия.
Рис. 3.2. Схемы котлов: а – простейшего барабанного; б – жаротрубного; в – комбинированного газотрубного; г – водотрубного; д – вертикально-водотрубного; е – барабанного современной конструкции
Второе направление в развитии котлов связано с заменой одного барабана несколькими, меньшего диаметра, заполненными водой и пароводяной смесью. Увеличение числа барабанов привело сначала к созданию батарейных котлов, а замена части барабанов трубами меньшего диаметра, расположенными в потоке дымовых газов, – к водотрубным котлам. Благодаря большим возможностям увеличения паропроизводительности это направление получило широкое развитие в энергетике. Первые водотрубные котлы имели наклоненные к горизонтали (под углом 10 – 15°) пучки труб 3, которые с помощью камер 4 присоединялись к одному или нескольким горизонтальным барабанам 1 (рис. 3.2, г). Котлы такой конструкции получили название горизонтально-водотрубных. Среди них особо следует выделить котлы русского конструктора В. Г. Шухова. Прогрессивная идея, связанная с разделением общих камер, барабанов и трубных пучков на однотипные группы (секции) одинаковой длины и тем же числом труб, заложенная в конструкцию, позволила осуществлять сборку котлов разной паропроизводительности из стандартных деталей.
Но такие котлы не могли работать при переменных нагрузках.
Создание вертикально-водотрубных котлов – следующий этап развития котлов. Пучки труб 3, соединяющие верхние и нижние горизонтальные барабаны 1,стали располагать вертикально или под большим углом к горизонту (рис. 3.2, д). Повысилась надежность циркуляции рабочей среды, обеспечился доступ к концам труб и тем самым упростились процессы вальцовки и очистки труб. Совершенствование конструкции этих котлов, направленное на повышение надежности и эффективности их работы, привело к появлению современной конструкции котла (рис. 3.2, е):однобарабанного с нижним коллектором 5 небольшого диаметра; опускными трубами 6 и барабаном 1, вынесенными из зоны обогрева за обмуровку котла; полным экранированием топки; конвективными пучками труб с поперечным омыванием продуктами сгорания; предварительным подогревом воздуха 9, воды 8 и перегревом пара 7.
Конструктивная схема современного барабанного котла определяется его мощностью и параметрами пара, видом сжигаемого топлива и характеристиками газовоздушного тракта. Так, с ростом давления меняется соотношение между площадями нагревательных, испарительных и перегревательных поверхностей. Увеличение давления рабочего тела от
р = 4 МПа до р = 17 МПа приводит к уменьшению доли теплоты q, затраченной на испарение воды с 64 до 38,5 %. Доля теплоты, расходуемой на подогрев воды, увеличивается при этом с 16,5 до 26,5 %, а на перегрев пара – с 19,5 до 35 %. Поэтому с повышением давления растут площади нагревательной и перегревательной поверхностей, а площадь испарительной поверхности уменьшается.
В отечественных промышленных и промышленно-отопительных котельных широко распространены котельные агрегаты типа ДКВР (двухбарабанный котел, водотрубный, реконструированный) с номинальной паропроизводительностью 2,5; 4; 6,5; 10 и 20 т/ч, изготовляемые Бийским котельным заводом.
Котлы типа ДКВР (рис. 3.3 и 3.4) изготовляют в основном на рабочее давление пара
14 кгс/см 2 для производства насыщенного пара и с пароперегревателем для производства перегретого пара с температурой 250 °С. Кроме того, котлы паропроизводительностью 6,5 и 10 т/ч изготовляют на давление 24 кгс/см 2 для производства пара, перегретого до 370 °С, а котлы паропроизводительностью 10 т/ч также на давление 40 кгс/см 2 для производства пара, перегретого до 440 °С.
Котлы типа ДКВР выпускают в двух модификациях по длине верхнего барабана.
У котлов паропроизводительностью 2,5; 4,0 и 6,5 т/ч, а также у более ранней модификации котла паропроизводительностью 10 т/ч верхний барабан выполнен значительно более длинным, чем нижний. Барабаны соединены системой гнутых цельнотянутых стальных кипятильных труб наружным диаметром 51×2,5 мм, образующих развитую конвективную поверхность нагрева. Трубы расположены в коридорном порядке и своими концами завальцованы в барабаны. В продольном направлении трубы расположены на расстоянии между осями (шаг) 110, а в поперечном 100 мм.

Пароперегреватель в котлах типа ДКВР выполняют вертикальным змеевиковым из стальных цельнотянутых труб наружным диаметром 32 мм. Его размещают в начале котельного пучка, отделяя от камеры догорания двумя рядами кипятильных труб. Для того чтобы можно было разместить пароперегреватель, часть кипятильных труб не устанавливают. Трубный пучок и экраны в сборе с барабанами, коллекторами и опорной рамой этих котлов вписываются в железнодорожный габарит; это позволяет собирать металлическую часть котла на заводе и доставлять ее на монтажную площадку в собранном виде, что упрощает монтаж.
При установке котлов типа ДКВР с низкотемпературными поверхностями нагрева целесообразно предусматривать только водяной экономайзер либо только воздухоподогреватель, чтобы не усложнять компоновку и эксплуатацию котельного агрегата. Такое решение целесообразно еще и потому, что температура дымовых газов за котлами с развитыми поверхностями нагрева относительно низка и составляет приблизительно 250 – 300 °С, вследствие чего количество теплоты, уносимой дымовыми газами, относительно невелико. Более целесообразно устанавливать водяные экономайзеры, тогда агрегат получается компактным и простым в эксплуатации. При этом предпочтительнее выбирать чугунные ребристые экономайзеры, так как их изготовляют из недефицитного материала и они меньше страдают от коррозии.
Котлы типа ДКВР довольно чувствительны к качеству питательной воды, поэтому вода, используемая для их питания, должна подвергаться умягчению и деаэрации. Работа котельных установок с котлами типа ДКВР легко поддается автоматизации, особенно при сжигании жидкого и газообразного топлив.
Парогенераторы серии ДКВР хорошо компонуются со слоевыми топочными устройствами и первоначально были разработаны для сжигания твердого топлива. Позднее ряд парогенераторов перевели на сжигание жидкого и газообразного топлива. При работе на жидком и газообразном топливе производительность парогенераторов может быть выше номинальной на 30 – 50 % При этом нижняя часть верхнего барабана, расположенная над топочной камерой, должна быть защищена огнеупорным кирпичом или торкретом.
В ЦКТИ была обследована работа большого числа промышленных котельных, в которых эксплуатировались парогенераторы серии ДКВР. В результате обследования было установлено, что 85 % парогенераторов используют газ и мазут. Кроме того, были выявлены недостатки в работе парогенераторов: большие присосы воздуха в конвективную часть поверхности нагрева и водяной экономайзер, недостаточная степень заводской готовности, более низкие эксплуатационные КПД по сравнению с расчетными.
При разработке новой конструкции газомазутных парогенераторов серии ДЕ (рис. 3.5) особое внимание было обращено на увеличение степени заводской готовности парогенераторов в условиях крупносерийного производства, снижение металлоемкости конструкции, приближение эксплуатационных показателей к расчетным.
Во всех типоразмерах серии от 4 до 25 т/ч диаметр верхнего и нижнего барабанов парогенераторов принят равным 1000 мм. Толщина стенок обоих барабанов при давлении 1,37 МПа равна 13 мм. Длина цилиндрической части барабанов в зависимости от производительности изменяется от 2240 мм (парогенератор производительностью 4 т/ч) до 7500 мм (парогенератор производительностью 25 т/ч). В каждом барабане в переднем и заднем днище установлены лазовые затворы, что обеспечивает доступ в барабаны при ремонте.
Топочная камера от конвективной поверхности нагрева отделена газоплотной перегородкой.
Во всех парогенераторах серии предусмотрено двухступенчатое испарение. Во вторую ступень испарения выделена часть труб конвективного пучка. Общим опускным звеном всех контуров первой ступени испарения являются последние (по ходу продуктов сгорания) трубы конвективного пучка. Опускные трубы второй ступени испарения вынесены за пределы газохода.

Парогенератор производительностью 25 т/ч имеет пароперегреватель, обеспечивающий небольшой перегрев пара, до 225 °С.
Котельный агрегат типа ГМ-10 предназначается для производства перегретого пара с давлениями 1,4 и 4 МПа и температурами соответственно 250 и 440 °С. Котел предназначается для работы на природном газе и мазуте и отличается тем, что работает с наддувом, т. е. при избыточном давлении в топке. Это позволяет работать без дымососа.
Во избежание выбивания дымовых газов в окружающую среду котел выполнен с двойной стальной обшивкой. Через пространство, образуемое листами обшивки, проходит воздух, подаваемый дутьевым вентилятором, в результате чего через случайные неплотности в окружающую среду может выбиваться только холодный воздух.
По своей компоновке котел двухбарабанный асимметричный: кипятильный пучок и пароперегреватель размещены рядом с топкой. Топливо и воздух поступают в топку через комбинированные горелки, конструкция которых обеспечивает быстрый переход от сжигания одного вида топлива к сжиганию другого.
барабан высокого давления
Универсальный англо-русский словарь . Академик.ру . 2011 .
Смотреть что такое «барабан высокого давления» в других словарях:
СТО 70238424.27.100.016-2009: Парогазовые установки. Организация эксплуатации и технического обслуживания. Нормы и требования — Терминология СТО 70238424.27.100.016 2009: Парогазовые установки. Организация эксплуатации и технического обслуживания. Нормы и требования: 3.1.1 Автоматическое управление : Управление техническим процессом или его частью или осуществление… … Словарь-справочник терминов нормативно-технической документации
Уходящие газы — 3.1.20 Уходящие газы : Продукты сгорания топлива на выходе из утилизационной системы ГТУ (на входе в дымовую трубу). 3.2 Обозначения и сокращения В настоящем стандарте применены следующие обозначения и сокращения: АСУ ТП Автоматизированная… … Словарь-справочник терминов нормативно-технической документации
Паровые машины* — I) Общие понятия и история возникновения. II) Действие пара. III) Парораспределение и регулирование хода. IV) Типы. V) Определение размеров. VI) Испытание. Индикатор и индик. диаграммы. VII) Статистические сведения. VIII) Литература о П. машинах … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Паровые машины — I) Общие понятия и история возникновения. II) Действие пара. III) Парораспределение и регулирование хода. IV) Типы. V) Определение размеров. VI) Испытание. Индикатор и индик. диаграммы. VII) Статистические сведения. VIII) Литература о П. машинах … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Паровая турбина — первичный паровой двигатель с вращательным движением рабочего органа ротора и непрерывным рабочим процессом; служит для преобразования тепловой энергии пара водяного (См. Пар водяной) в механическую работу. Поток водяного пара поступает… … Большая советская энциклопедия
КОТЕЛ ПАРОВОЙ — сосуд давления, в котором нагревается вода, превращающаяся в пар. Тепловая энергия, подводимая к паровому котлу, может представлять собой тепло от сгорания топлива, электрическую, ядерную, солнечную или геотермальную энергию. Поскольку котел дает … Энциклопедия Кольера
ГОСТ 23172-78: Котлы стационарные. Термины и определения — Терминология ГОСТ 23172 78: Котлы стационарные. Термины и определения оригинал документа: 47. Барабан стационарного котла Барабан D. Trommel E. Drum F. Reservoir Элемент стационарного котла, предназначенный для сбора и раздачи рабочей среды, для… … Словарь-справочник терминов нормативно-технической документации
АВТОМОБИЛЬ ЛЕГКОВОЙ — самодвижущееся четырехколесное транспортное средство с двигателем, предназначенное для перевозок небольших групп людей по автодорогам. Легковой автомобиль, обычно вмещающий от одного до шести пассажиров, именно этим, в первую очередь, отличается… … Энциклопедия Кольера
Нефтяная вышка — (Oil derrick) Устройство, предназначение и использование нефтяных вышек Информация об устройстве, назначении, описании и использовании нефтяных вышек Содержание — это разрушения с помощью специальной техники. Различают два вида бурения:… … Энциклопедия инвестора
Паровая машина — тепловой двигатель внешнего сгорания, преобразующий энергию пара в механическую работу возвратно поступательного движения поршня, а затем во вращательное движение вала. В более широком смысле паровая машина любой двигатель внешнего сгорания … Википедия
Декстрин — I в медицине употребляется со многими целями: 1) его назначают внутрь при недостатке аппетита, при ослабленном пищеварении вследствие уменьшенной деятельности желудка и при диспепсии, 2) в виде сиропов, порошков, шоколада, пасты и лепешек как… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Справочник химика 21
Химия и химическая технология
Барабанные фильтры работающие под давлением и вакуумом
К новинкам в области барабанных фильтров относится барабанный фильтр, работающий под давлением [3 . Фильтр пригоден для работы с продуктами, требующими полной герметизации, а также для фильтрования тонкодисперсных взвесей- и дает возможность значительного увеличения удельного расхода промывочной жидкости (в 5—15 раз превышающего аналогичную величину, достигаемую на барабанных вакуум-фильтрах). Производительность фильтров под давлением в 1,5—2 раза превосходит производительность вакуум-фильтров при соответственно более низкой влажности-осадка. [c.468]
Барабанный фильтр, работающий под давлением. Применяемые в промышленности фильтры непрерывного действия обычно являются вакуум-фильтрами и работают при малой движущей силе (Др 1-насосами, а также на линии подачи сжатого воздуха, включают вакуум-насосы и воздуходувки когда осадок в корыте достигнет уровня переливной трубы, открывают задвижки на вакуумной линии между ресиверами и вакуум-фильтрами после того как толщина слоя кэка на фильтре составит 5—20 мм, включают центробежные насосы по перекачке фильтрата и производят регулировку подачи осадка в корыто, откачки фильтрата нз ресиверов, величины вакуума и давления воздуха. [c.215]
При выводе уравнения предполагается, что барабанный вакуум-фильтр работает при достаточном количестве осадка и процесс фильтро1вания осуществляется под постоянным давлением (вакуумом) без образования трещин в кэке. [c.20]
В лакокрасочной промышленности применяются барабанные вакуум-фильтры, листовые, дисковые фильтры с центробежным съемом осадка и фильтр-прессы. Завод Уралхим-маш изготовляет для произвдоства малярной двуокиси титана барабанные гуммированные вакуум-фильтры с поверхностью фильтрации 45 мР- с валиковым съемом осадка для работы с намывным слоем вспомогательного фильтрующего вещества. Заводом Прогресс будут разработаны дисковые фильтры под давленом с центробежным съемом осадка поверхностью фильтрации 5 м . [c.10]
Так, не решена задача замены фильтр-прессных рам и плит из нержавеющих сталей пластмассовыми не упорядочены размерные ряды и конструкции емкостных фильтров под вакуумом и давлением (нутч- и друк-фильтров) не разработаны надежные конструкции фильтров для высокоагрес сивных суспензий и суспензий с органическими растворителями для анилинокрасочной промышленности, а также для высоковязких и ядовитых растворов в производствах вискозы и полимерных материалов не освоены прогрессивные дисковые фильтры с горизонтальными дисками и центробежным сбросом осадка не освоен полный ряд поверхностей современных барабанных фильтров со сходящим полотном медленно решается вопрос о развитии производства современных синтетических фильтровальных тканей и вспомогательных фильтрующих порошков (диатомита и перлита) и обеспечении ими нужд промышленности разрозненно ведутся работы по изучению фильтрации и связанных с ней процессов, не организовано обобщение успехов советских ученых в этой области. Сроки освоения новых конструкций растягиваются на 5—6 лет, потребители в ряде случаев задерживают монтаж и испытания новых образцов фильтров, а заводы-изготовители —доводочные работы. [c.80]
Барабанный фильтр, работающий под давлением. Из фильтров непрерывного действия наиболее широко применяются в промышленности вакуум-фильтры, но они работают при малой движущей силе (Др Смотреть страницы где упоминается термин Барабанные фильтры работающие под давлением и вакуумом: [c.33] [c.334] [c.203] [c.264] [c.183] [c.5] [c.197] Фильтрование (1971) — [ c.337 ]
Из чего сделан тормозной барабан: материалы, технологии производства
 Производитель тормозных барабанов для автомобилей ВАЗ и АЗЛК (Москвич) — компания ООО «НТЦ- БУЛАТ». Читать подробнее.
Производитель тормозных барабанов для автомобилей ВАЗ и АЗЛК (Москвич) — компания ООО «НТЦ- БУЛАТ». Читать подробнее.
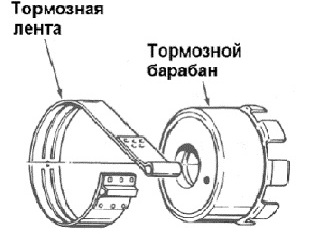
Тормозной барабан – это цельнолитая металлическая чаша, которая жестко крепится на ступицу колеса и вращается с той же скоростью, что и само колесо. Замедляя вращение барабана, человек, управляющий автомобилем, замедляет и вращение самого колеса.
Использовать тормозные барабаны начали в конце 19 века. Изготавливали их тогда из чугуна методом литья, и внешне они напоминали чашу, вращение которой замедлялось тормозной лентой. В начале ХХ века благодаря инженеру Луи Рено на смену тормозной ленте пришли устанавливаемые внутри барабана поршни.

Несмотря на то, что с чугуна все начиналось, он активно применяется для изготовления тормозных барабанов и по сей день.
Плюсы: прочность, хорошие характеристики плавкости, широкий выбор производителей.
Минусы: большой вес, высокая стоимость (по сравнению с алюминиевыми), медленный цикл нагревания-остывания.

Как правило, это так называемые силуминовые сплавы алюминия и кремния или кремния и меди. Подробнее — в сноске «Используемые сплавы алюминия» ниже.
Плюсы: небольшой вес (в среднем, в разы меньше, чем у чугунных), низкая стоимость (немаловажную роль в этом играет именно вес), быстрое остывание.
Минусы: быстрый износ (по сравнению с чугуном), прикипание к месту крепления (иногда возникают сложности с заменой), ограниченное количество производителей.
Используемые сплавы алюминия*
Сплав АК12. Сплав алюминия с кремнием, в который добавляется небольшое количество магния (до 0,5%).
Сплав АК12М2. Алюминий с добавлением небольшого количества кремния (от 11 до 13%), меди (1,8-2%) и железа (0,6-0,9%).
Сплав АК9. Алюминий с кремнием (85-90% + 8-11%) и небольшим добавлением примесей: никеля (до 0,3%), меди (до 1%) и цинка (до 0,5%).
Сплав АК9М2. Алюминий (84,1-91,65%), кремний (7,5-10%), медь (0,5-2%), цинк и железо (до 1,2% каждого).
Сплав АК5М2. Изготавливается на основе алюминия (85.9 — 94.05%), кремния (4 – 6%), меди (1.5 — 3.5%) и цинка (до 1,5%).
В настоящее время для легковых автомобилей наиболее популярными стали тормозные барабаны, состоящие из алюминиевого корпуса и внутренней чугунной обечайки, контактирующей с тормозными колодками и создающей тормозной эффект. Если говорить не только об авто — для гусеничной техники барабаны делаются из легированной стали. В блоке «Материалы» сталь не приводится.
Технологии производства
Сейчас тормозные барабаны изготавливаются большими партиями на промышленной основе. Наиболее распространенная технология производства – литье металла под давлением с использованием пресс-форм. О ней речь пойдет ниже. Отметим, что для барабанов гусеничной техники также используется технология штамповки.
Литье под давлением — способ изготовления отливок, при котором сплав под давлением от 7 до 700 МПа быстро заполняет стальную пресс-форму и приобретает необходимую конфигурацию.
Штамповка металла — процесс контролируемой деформации, при котором заготовка меняет свою форму под воздействием избыточного давления.
Литье металлов под давлением

Разработка пресс-формы сопровождается созданием технической документации и определением всех параметров будущей детали: толщины стенок, размеров технологических отверстий, расположения и размеров ребер жесткости и т.д.
Получение заготовки. Алюминиевый сплав заливается под большим давлением в пресс-форму. Предварительно в пресс-форму устанавливается чугунная обечайка. После определенной выдержки отливка извлекается из пресс-формы и остывает на воздухе. Современные автоматические машины способны обеспечить достаточно высокую точность и качество отливок, но после этого заготовка все же отправляется на дальнейшую механическую обработку.
Механическая обработка. При изготовлении тормозных барабанов механической обработке подвергаются только рабочие поверхности. Это внутренняя обечайка барабана, к которой будут прилегать тормозные колодки, и внешние установочные поверхности, которые будут соприкасаться со ступицей. Также осуществляется дополнительная обработка отверстий, используемых для крепления тормозного барабана. Подробнее про «плюсы и минусы» мех. обработки — в сноске ниже.
Литье под давлением: преимущества и недостатки
Преимущества.
1. Возможность получения поверхности с минимальными припусками на механическую обработку (в нашем случае – ребер жесткости, технологических отверстий, установочных поверхностей и т.д.).
2. Толщина стенки производимых изделий от 0,8 мм и выше. Это особенно важно для экономии веса при отливке и снижения веса конечного изделия.
3. Высокое качество поверхности отливок (5-6 класс). Это позволяет не подвергать дополнительной обработке все нерабочие поверхности барабана и экономить время и деньги.
4. Высокая прочность заготовки. При литье под давлением исключается зернистость в строении металла, что повышает прочность на 25—40% по сравнению с литьем в песчаные формы.
5. Коррозионная стойкость и гидравлическая герметичность.
6. Высокая производительность.
Недостатки.
1. Длительность и высокая стоимость процесса производства при малых объемах партий. Даже для малой партии продукции нужно тратить время на разработку пресс-формы.
2. Зависимость качества продукции от качества пресс-формы. Брак при производстве пресс-формы целиком отражается на заготовках.
3. Незначительное уменьшение пластичности материала, связанное с увеличением прочности, что может ограничивать применить процесс для деталей, работающих при значительных динамических нагрузках и вибрациях.
4. Возможность образования в отливках мелких воздушных включений (воздушная пористость), что может снижать прочность и герметичность деталей.
Завод-производитель ООО «НТЦ-БУЛАТ»
Чтобы начать производить тормозные барабаны, предприятие должно соответствовать определенным требованиям:

- обладать современной производственной линией, оснащенной машинами и станками с ЧПУ;
- иметь в наличии токарные и слесарные участки для механической обработки деталей;
- располагать свободными производственными мощностями;
- иметь достаточный опыт работы в области металлургии;
- пройти сертификацию качества выпускаемой продукции.
ООО «НТЦ-БУЛАТ» соответствует всем перечисленным требованиям. Компания занимается производством тормозных барабанов и других изделий методом литья под давлением с 2000-го года. Производственная база предприятия включает конструкторско-технологический отдел, два токарных участка, литейный цех с семью литейными машинами (одна – с усилием запирания 400 тонн и 6 машин с усилием запирания 250 тонн). Производство укомплектовано станками с ЧПУ, что дает возможность самостоятельного программирования и увеличения номенклатуры деталей. Система менеджмента качества соответствует требованиям межгосударственного стандарта ГОСТ Р ИСО 9001-2015 и международного стандарта ISO 9001:2015.
ООО «НТЦ-БУЛАТ» на постоянной основе выпускает все модели тормозных барабанов, предназначенные для автомобилей ОАО «АВТОВАЗ». ООО «НТЦ-БУЛАТ» является одним из крупных поставщиков тормозных барабанов в качестве запчастей на российском рынке. Поставка продукции осуществляется по всей России.
Некоторые инновационные модели тормозных барабанов разработаны непосредственно специалистами ООО «НТЦ-БУЛАТ». Кроме того, налажено изготовление отдельных модификаций тормозных барабанов для автомобилей производства АЗЛК. Возможна разработка пресс-форм для изготовления отливок тормозных барабанов и для любой другой марки автомобиля.